1.全闭环结构设计,使用安全、操作方便,保证工作环境清洁
2.机床铸件全部采用高级米汉纳铸铁,一年自然热时效,两次600℃左右去应力退火,保证机身耐腐蚀性、耐疲劳性,长时间不变形。结构为一体成型设计,坚固紧凑、整体刚性好。
3.“C”型整体立柱为箱体结构,鞍座重支持面设计,减少了悬臂配重现象的发生,保证了高响应、高精度。
4.导轨安装面经高精度导轨磨床磨削加工,导轨采用台湾上银精密级直线滚动导轨副、加强型专制螺母、精密P2级进口滚珠丝杠副,定位精度高
5. Z轴采用低速高扭矩电机控制、双直线导轨、自动升降,免去线架上下移动,拆装丝的烦恼
6.慢走丝精密级导向结构、贴面加工,可让工件与钼丝几乎零距离贴近,防止钼丝抖动,避免切割表面线痕,操作更简单便捷
7.专利双向自动恒张力装置,可根据电动升降、钼丝直径调节张力大小和加工要求,瞬时调节张力。同时克服了简单重锤结构对电极丝张力波动反应迟钝的不足,即使钼丝高速移动过程中出现微小抖动,也能通过提供实时的调节,获得理想的加工精度和粗糙度
8.电子自动供油装置,可定时给导轨﹑丝杠加油,提高了导轨﹑丝杠的使用寿命
9.设备还有油路回收系统,保证了机床周边的清洁
10.高精度5μm光栅控制,加工精度提高至±5μm
智能型KG-XP操作系统:
凹模多次加工中的手动处理
模具加工中,通常会调低上线架,以减少钼丝的抖动,增加钼丝的张力,得到更高的切削精度和表面光洁度。在凹模的多次加工中,第一遍需要把型腔内的余料全部切掉。这就存在余料取不出来的情况。传统的做法是记住刻度盘位,解锁轴电机,手摇工作台,取出余料后摇回刻度盘原位。由于在解锁电机和手摇过程中存在很多的人为因素,影响加工精度。
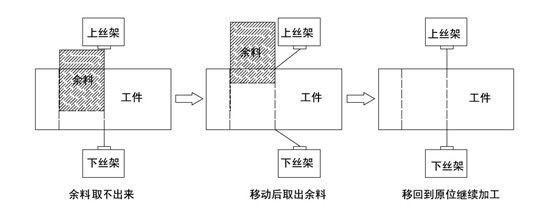
凯光线切割控制器在自动加工过程中,可以在不解锁电机的情况下,使用手动移轴功能,输入适当的移动距离,取出余料。再按继续加工按钮,工作台自动回到移动前的位置,继续加工。大大提高加工精度。
凯光C型精密中走丝线切割机床选用进口直线导轨和进口交流伺服单元。因而和传统的V型轨道和反应式步进电机相比,具有以下优势:
一、更精密的切削精度、更高的切削光洁度
传统的线切割机床数控执行单元采用反应式步进电机,控制系统具有成本低且简单容易实现的优点,缺点是加工精度低。凯光C型精密线切割机床选用进口交流伺服单元,实现实时的闭环控制系统,加工轨迹十分平滑,提高了机床的表面光洁度和切割精度。

二、加工效率高
在跳步加工模式下,切割完一段轨迹后,需要将电极丝移动到另一处再加工。步进电机固有的低频共振和高频失步的缺点,即使是空走状态依然只能选择较低的空走速度。
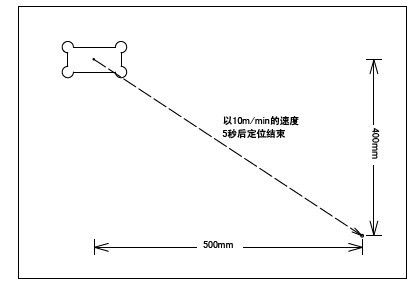
凯光闭环伺服系统能够以最大10m/min的速度快速完成精确定位,极大的提高了加工效率。